 化工儀器網
化工儀器網
技術文章
shinnetsu護套加熱器的制作過程講解
閱讀:849 發布時間:2024-12-21shinnetsu護套加熱器的制作過程講解
我們將按一般步驟進行說明。對于特殊護套加熱器,我們根據具體情況采用最佳程序進行制造。
請注意,本節僅包含表面內容,因為某些內容與 Shinnetsu Kogyo 的專有技術相沖突。
我們不會發布設備等的照片,敬請諒解。
1.生產流程
首先,我將向您展示一般的生產流程。
2.管材切割
按設計值切割鎧裝加熱管。切割面的內側和外側均進行倒角。
3.電熱絲繞制
將具有設計規定外徑的電熱絲按照設計規定的卷繞直徑卷繞成線圈形狀。
繞完后,按設計規定的電阻值進行切斷。
a. 對于護套加熱器(兩側為棕褐色)
Shinnetsu Kogyo有兩種繞線方法:單繞線和串聯繞線。
?
由于電熱絲為單根纏繞,因此電路為串聯電路。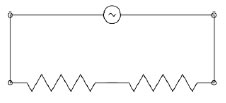
?由于兩根電熱絲串聯纏繞
,因此電路成為并聯電路。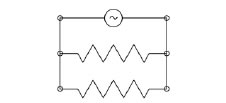
串聯繞組的回路電阻是單根電熱絲的1/2,因此是容量較大的護套加熱器的制造方法。
護套加熱器使用兩種類型的電熱絲:圓絲和帶狀絲。一般為圓線。
即使單條導線也可以具有較大的截面積,因此即使使用單繞組也可以產生類似于圓線串聯繞組的電阻值。
電熱絲的材質一般為JIS標準NCH-1(鎳鉻絲)。
(部分產品使用特殊材料制成的電熱絲。)
b. 對于筒式加熱器
Shinnetsu Kogyo 有兩種類型的卷繞方法,稱為普通筒式加熱器和外繞式筒式加熱器。
?
卷繞方法與普通筒式加熱器護套加熱器(雙面)相同。繞制方法有單繞和串聯繞制兩種。
護套加熱器(兩側)使用直線盤繞的電熱絲,但如果是普通的筒式加熱器,則需要在管道內掉頭,然后從管道的一側取出電熱絲的兩端。管道。
電熱絲通過將其穿過MgO成型體(帶孔的圓筒形狀)的孔來組裝。
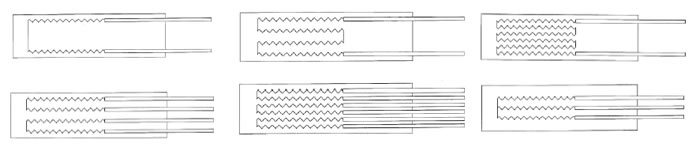
如上圖所示,普通的筒式加熱器可以設計多種電路配置,因此可以制造的電阻值范圍相當廣泛,使我們能夠滿足廣泛的要求。
?外繞式筒式加熱器的特點是,將相對較細的電熱絲纏繞在
稱為芯體的氧化鎂成型品(帶孔的圓筒形)的外側,并將電熱絲盤繞起來。
電熱絲直徑如果設計值很細(約φ0.2或更小),則在“縮徑"過程中,管道會變得更細,因此,如果在此過程中電熱絲很細,則存在被損壞的風險。壓縮和彎曲
就是這種情況下使用的卷繞方法
加熱器電路的結構是一個磁芯作為并聯電路中的加熱器,因此如果連接多個磁芯,則它會成為與磁芯數量相應的并聯電路中的加熱器。

由于這種結構,加熱器長度相對較短,該產品適用于容量不大的加熱器。
(長度約為200mm,容量為1000W以下,當然也可以生產其他規格。如果不確定,請聯系信越工業。)
圖 23 顯示了 Shinnetsu Kogyo 的外繞筒式加熱器的示例。

外部筒式加熱器的產品示例
(圖 23)
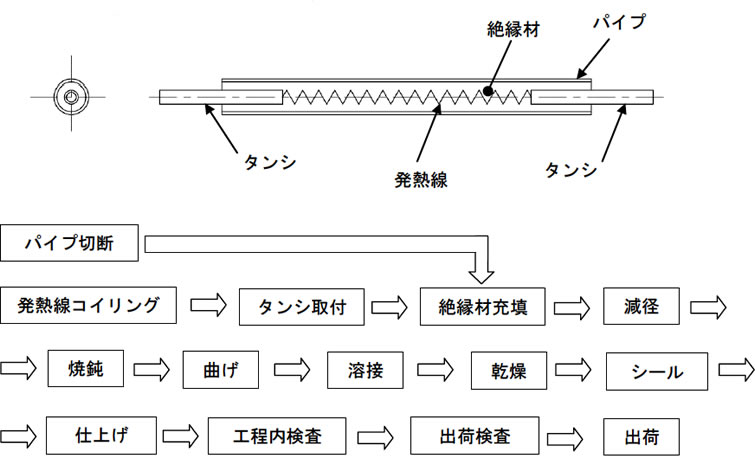
4.檀石安裝
盤繞的電熱絲通過焊接連接到稱為“tanshi"的圓棒上,該圓棒用作功率引入部件。
電流流過水箱,因此會產生熱量。在上述流程中,在護套加熱器的口部施加防潮密封的過程稱為“密封"。此時,我們根據密封材料的耐熱溫度,根據自發熱量計算出門檻部分的溫度,并決定門檻的材料,使其不超過密封材料的耐熱溫度。密封材料。
由于這是焊接工作,因此只有通過內部認證測試的工人才能執行此操作。
5.絕緣填充
接下來,將帶有隔熱罩的電熱絲插入管道中,并填充絕緣材料(MgO)。
Shinnetsu Kogyo 有兩種填充方法。
?塊狀填充
主要用于筒式加熱器。
① 按照b.節中對普通筒式加熱器和外繞式筒式加熱器的說明,將每個 MgO 成型品的電熱絲插入管道中,然后將 MgO 粉末填充到管道中的間隙中。
由于它是手工組裝的,所以這不是一種非常有效的方法。
對于護套加熱器(兩側),如果無法機器填充,則使用塊填充。
?
主要用于帶護套加熱器(雙面棕褐色)的機器灌裝。
將帶有隔熱罩的電熱絲插入管道中。一根相當復雜的管子(稱為填充管)穿過管子和電熱絲之間的間隙。氧化鎂粉末從該填充管的末端出來并填充管子和電熱絲之間的間隙。
放入設備后,設備自動填充氧化鎂粉,提高工作效率。
6.直徑減少
接下來,我們減小填充絕緣材料(MgO)的加熱器的直徑,以增加內部絕緣材料的密度。
4.④ 在c節中,我們解釋了MgO的弱點是其傳熱率(熱導率)較低,約為普通金屬的1/10或更低。電導率)與直徑減小過程中使用的 MgO 的密度密切相關。一般來說,如果加熱器內部的MgO的密度至少為2.7g/cm 3
或更高,則作為護套加熱器就會出現性能問題。 當然,鎧裝加熱器內氧化鎂的填充密度越高,傳熱效果越好。
就導熱性而言,僅僅0.1g/cm 3的密度差異就可以顯著改變熱量傳遞的方式。
作為鎧裝加熱器的制造商,這是一個尤為重要的工序。
7.退火
這是一種熱處理,旨在消除管子在縮徑過程中發生的加工硬化。
一般稱為“固溶熱處理"。
將管道的金屬結構恢復到加工硬化之前的正常狀態。
(對于不銹鋼金屬,我們使用諸如“回復到奧氏體晶粒"之類的詞。)
如果加熱器在沒有退火的情況下彎曲,管子就會破裂,所以作為護套加熱器制造商,我們,是一個特別重要的過程。
這項工作只能由內部經過認證的工人來完成。
但是,這不適用于不彎曲的護套加熱器(短筒式加熱器)。
8.彎曲
這是信越工業的專業加工。
該技術對于滿足客戶要求、提高加熱器的性能等具有重要意義。
用于液晶和半導體器件的板式加熱器具有復雜的凹槽來嵌入護套加熱器。 Shinnetsu Kogyo 擁有出色的護套加熱器彎曲技術,可以適應復雜的凹槽加工。
另外,如第 3.① f 節所述,信越工業的燃氣加熱器具有緊湊的罐體,可以通過彎曲護套加熱器來插入長加熱器,并且具有低 Sd(功率密度)。可以安心使用。
9.焊接
護套加熱器的各個部件均采用TIG(Tungsten Inert Gas的縮寫,意為鎢極惰性氣體保護焊)制成。電極棒采用非消耗材料鎢,并在電弧中熔化另一種填充金屬。焊接在流動氬氣的同時進行以防止氧化。其大部分零件是在縮徑后的細管上完成的。在這種薄管上進行 TIG 焊接是一項相當困難的工作,如果由經驗不足的工人進行,焊道將穿透管道并導致產品不合格。
在信越工業,我們不僅指派獲得日本焊接協會“不銹鋼焊接資格證書"的焊接工人,而且還進行充分的內部培訓,只雇用通過內部認證考試的工人。進行。
除TIG焊接外,還有采用銀釬焊的產品。與 TIG 工作一樣,這項工作僅由通過內部認證測試的工人執行。
10.烘干
在接下來的工序中,會對加熱器的口部進行防潮密封,但在此之前,此工序是要將加熱器內部的濕氣趕出,并將絕緣電阻調整到合適的值。
將加熱器在干燥箱中保持一定的時間和一定的溫度,排出加熱器內部的水分。
11.海豹
在信越工業,根據使用環境和環境溫度,我們使用兩種類型的密封材料。
玻璃密封件
通常使用含鉛玻璃,但為了應對環境問題,也可使用無鉛玻璃。
兩者的耐熱溫度名義上均為200℃以下。
密封材料是耐高溫類型。
有兩種方法可以做到這一點:將玻璃放入加熱器口并在熔爐中熔化,并用煤氣燃燒器加熱加熱器口使其熔化。
只有通過內部認證測試的工人才能執行測試。環氧樹脂密封
Shinnetsu Kogyo 僅使用一種環氧樹脂,并且是 UL 認證產品。
標稱耐熱溫度為100℃以下。
密封材料是低溫兼容類型。
工作方法是將環氧樹脂倒入加熱器口內,在爐內硬化。
與玻璃密封類似,這只能由通過內部認證測試的工人執行。
在信越工業,我們使用玻璃密封和環氧密封作為主密封,作為輔助密封,我們使用RTV橡膠(硅橡膠,室溫硫化的縮寫。RTV橡膠嚴格來說是一種在室溫下硬化的液體橡膠。)用于二次密封。
12.精加工
簡而言之,它被稱為“精加工"過程,但這個過程的內容根據產品的不同而有很大差異。
簡單來說,就是在密封工序之后,將加熱器組裝起來的整個過程。
將絕緣體連接到加熱器口
安裝螺母等
引線點焊
清潔熱、插頭加熱器、板式法蘭加熱器等加熱器的組裝
13.過程檢驗
這是制造部門在生產過程中進行的檢查檢查。
大部分工作都在“精加工過程"中進行,但也有一些檢查是在焊接后進行的。
尺寸檢驗
目視檢查
連續性測試(電阻測量)
絕緣電阻測試(確認加熱器絕緣層的完整性)
耐壓試驗(加熱器絕緣層破壞性試驗)
射線檢查(確認加熱部分的長度并檢查加熱絲的節距不均勻、蛇行等)
浸水試驗(確認加熱器口密封是否牢固)
壓力測試(確認焊接件和銀釬焊件的牢固性)
He泄漏測試(確認真空產品焊接件和銀釬焊件的完整性)
14.出貨檢驗
人員巡檢
尺寸檢驗
目視檢查
連續性測試(電阻測量)
絕緣電阻測試(確認加熱器絕緣層的完整性)
耐壓試驗(加熱器絕緣層破壞性試驗)
射線檢測(確認加熱部分末端的位置并檢查加熱絲的節距不均勻、蛇行等)
15.船運
我們將對通過運輸檢驗的產品進行包裝。
Shinnetsu Kogyo是一家定制公司,因此我們擁有各種各樣的產品。
因此,雖然簡單地稱為包裝,但根據產品的不同,其步驟也有所不同。
我們了解每種產品的特點,為每種產品選擇最佳的包裝方法,以避免運輸過程中的損壞,并努力確保高質量的產品完好無損地到達我們的客戶手中。