 您好, 歡迎來到化工儀器網
您好, 歡迎來到化工儀器網

西門子SITOP電源模塊6EP1436-3BA00參數詳細
西門子SITOP電源模塊6EP1436-3BA00
SIMATIC 操作員面板正面的防護等級為 IP66/NEMA 4,具有較高的電磁兼容性 (EMC) 和*的抗振性,適合在條件惡劣的工業環境中的機器設備級使用。由于其安裝深度淺,設計緊湊,固定式操作面板設備可以安裝在任何地方,即使在空間有限的地方也可照常安裝。對于分布式組態,還可以提供防護等級為 IP65/NEMA 4 的設備。
移動型面板以其堅固、耐沖擊的設計和防護等級 IP 65,尤其適用于工業應用。它們重量輕,具有人機工程學設計,因此操作簡便、容易。
只需一套工程工具,即可勝任所有應用
SIMATIC WinCC(TIA 博途)是一種工具,用于統一組態所有 SIMATIC 人機界面面板以及基于 PC 的系統。如有要求可提供其它型號。使用 ProTool 進行組態,簡單而又高效。無需*編程知識。
一旦生成了組態,可以簡便地將它們用于整個產品系列鍵盤只需組態,無需編程。
*集成的自動化的元件
西門子通過全集成自動化理念,“一站式”提供全面、模塊化且相互匹配的自動化解決方案組件,而全集成自動化是為成功的自動化解決方案之一。SIMATIC WinCC (TIA Portal) 是全集成自動化概念不可分隔的一部分。這提供了*性的優勢。由于組態/編程、數據管理與通信具有上的統一性,對自動化解決方案進行組態的成本被大大降低。
各種自動化系統的開放性
盡管面板可被統一地集成到 SIMATIC 系統中,但它們也可用于連接到眾多不同廠商的 PLC。標準供貨范圍內包含有綜合系列驅動程序。
創新性的操作員控制和監視
SIMATIC 人機界面面板方便創新的操作員控制和監視,堅固耐用、穩定、簡單。尤其是在舒適型面板上,標準硬件和軟件接口(例如,MMC/SD 卡、USB、以太網、PROFINET、PROFIBUS DP、Visual Basic 腳本或客戶特定的 ActiveX 控件)為辦公環境提供了更大的靈活性和開放性。
全*使用
SIMATIC 人機界面面板的配備非常適合全*
使用。通過在線語言選擇功能,在運行過程中通過簡單按一個按鈕,即可選擇最多 32 種語言。提供各種語言,包括亞洲語言(中文簡體、繁體中文、朝鮮語和日語)和俄語等WinCC (TIA Portal) 的組態界面(包括在線幫助)和整套文檔都是多語言的。在一個項目中最多可有 32 種語言。它們可通過西門子公司的全*
服務支持來提供
許多器件也可用于外部環境條件SIPLUS版本,例如:擴展溫度范圍(-25+60°C)和在惡劣環境/冷凝條件下使用。
S7- 400的高速背板總線確保集中式I/ O模塊的高速通訊。
設計和功能
模塊化
S7 - 400的一個重要特點是它的模塊化。S7- 400的高速通訊背板總線和允許直接插入CPU集成的DP接口,允許多條通訊線路的高性能運行。例如,把一根總線用于HMI通訊和編程任務,一根總線用于高性能運動控制,一根總線用于普通I / O現場總線通訊。
此外,也可以實現另外連接到MES-/ERP系統或通過SIMATIC IT連接到互聯網的需要。根據任務情況,可對S7 – 400進行集中擴展或分布式配置。附加設備和接口模塊也可集中用于此目的。在CPU中集成的PROFIBUS或PROFINET接口上也可實現分布式擴展。如果需要,也可以使用通訊處理器(CP)。
設計
設計一個S7 - 400系統基本上包括機架,電源,和中央處理單元。它可以以一個模塊化的方式安裝和擴展。所有的模塊都可以自由地放置在左側插入的電源旁邊。S7- 400具有無風扇的堅固設計。信號模塊可以熱插拔。一個多層面的模塊范圍可用于中央擴展以及具有ET200的分布式拓撲結構的簡單配置。
在集中式擴展中,額外安裝機架直接連接到中央控制器。
除了標準的安裝機架,也提供9槽和18槽鋁合金安裝機架。這些鋁機架可以很高地耐受不利環境條件,緊固耐用,重量輕25%左右。
多值計算
多值計算,也就是在一個S7- 400中央控制器中的幾個CPU的同時操作,為用戶提供不同的益處:
可通過多值計算共享的S7 - 400的整體性能。例如,在技術復雜的任務中,如開環控制,可以將計算機或通訊分割和分配給不同的CPU每個CPU分配給自己的,用于此目的本地輸入/輸出。
有些任務也可以從每個多值計算方式中斷開,一個CPU處理關鍵時間的處理任務,另一個處理非關鍵時間的任務。
在多值計算操作中,所有的CPU的運行行為像一個CPU,也就是說,當一個CPU進入STOP狀態,其他的也停止。幾個CPU的動作可以通過同步指令選擇性地協調調用。此外,CPU之間的數據交換通過高速的全局數據通訊機制。
數據/程序存儲器
從精細分級的各種CPU中選擇合適的CPU取決于集成工作存儲區的大小。集成裝載存儲器(RAM)足以滿足中小型企業方案。對于大型程序,通過插入RAM或FEPROM存儲卡增大裝載內存(64 KB到64 MB)。
特殊功能
S7- 400 CPU有一些非常有用的特殊功能:
從工程工作站通過網絡更新固件實現更簡單和快速的升級
通過一個系統功能實現額外的寫保護(例如沒有從PC器件下載到CPU)
集成的路由功能允許在不同總線系統和網絡訪問數據記錄,例如控制級PC可以通過S7 -400控制器與連接在PROFINET或者PROFIBUS接口上的現場設備進行通訊。
通過讀取存儲卡的序列號獲得保護,因此,保證了程序只與特定的存儲卡一起運行
集成的路由功能允許在不同總線系統和網絡訪問數據記錄,例如控制級PC可以通過S7 -400控制器與連接在PROFINET或者PROFIBUS接口上的現場設備進行通訊
微分控制微分控制通常與比例和積分控制同時使用,由于積分控制有一個滯后,微分控制可以讓控制對偏差的反應提前,以免控制系統的反應過于遲鈍。微分控制與比例和積分控制同時使用,可以使被控狀態更迅速地達到穩定狀態,而又不會出現上文出現的振蕩現象。PID控制在實際的控制系統中,根據實際變量的情況,上述三種控制方式有時只有一種,有時是兩種,有時三種同時采用。比例控制用P表示,積分控制用I表示,微分控制用D表示,根據采用的方式,分別稱為P控制,PI控制,PID控制。
其中,PID控制是控制系統常見的控制模式。延時控制通常應用在開關量控制的場合,當一個開關狀態變化時比如由“開”變“關”時),控制器的輸出動作要延時一段時間才會給出。比如,在生產線常用的接近開關,當工件就位時,接近開關給出信號,下一個滾筒由于和接近開關安裝的位置有一段距離,所以通常要延遲幾秒才開始滾動。連鎖控制也是常用于開關控制的場合,比如有三個開關,AB和C,C開關必須在A和B同時打開的時候,才能夠打開;或者當A打開時,C必須打開;這種關系就是連鎖控制
程式原點:圖紙上標尺寸的基準點,沒什么好解釋的,大家都明白。
作業原點:經由原點補正操作,可設定出任意的一個可動點,機械的移動,便以這個點為座標系的“0”點。加工工件時,便以這個點為基準點進行加工。
解釋一下:1,加工上,作業原點必須與程式原點一致。
2,所謂原點補正操作,是求出機械原點到X Y Z各軸作業原點間距離的操作,由此項操作所求得的距離,叫做“原點補正值”。
機械原點:OSP控制時,為了知道工具現在的位置,在X Y Z各軸的滾珠螺桿驅動泵上,各裝有OSP型位置檢出器,這OSP型位置檢出器,可在機械的全行程內,產生7位數的數值,OSP所能知道的機械位置,就是這個數值。
好了,現在再來說說原點回歸(回到上述哪個原點?當然是回機械原點啦),方法嘛先說說一種吧。
方法一的操作要領:1,將要進行原點確立這軸以手輪操作,移動到機械原點附近;2,接著,將該軸往移動范圍的中心方向移動約100mm(B軸向負方向移約30度;3,這時,請以每分鐘230mm以上的速度向原點附近位置移動,大概離原點范圍2mm的樣子停下(B軸約1度以內);4,在原點回歸畫面里按原點自動回歸即可。
方法二(適用于專用機床,只有Z軸動作),該種機器的原點丟失時機械所處的原點位置一般就是原點位置,管它是第一原點還是第二原點,誤差都是極小的(我的實際經驗啊,可不是蒙人的),所以啊,直接將參數1815的4#由0改為1即可,當然,要關閉一次電源的,然后加工實物吧,一測量只差0.02怎樣?不行!不行好說,將Z軸相你需要的方向移動一個測量差值即可,然后按上述方法重新確立原點即可。
方法三是我的絕招了,攻無不克,我還沒有失手過(呵呵,別笑,是真的)。
大家編程時都知道,主軸在加工某一個孔時(假設需要兩面加工才可,并需保證同心度),B軸回轉180度后,X Y軸的指令絕對值并沒有改變,但依然加工到同一個孔,并有很好的同心度,這是為什么,原來,在設定加工座標系時,我們已設好,0度和180度的同軸值相加的絕對值等于機床該軸的總行程長。
好了,利用這點,我舉例X軸,先給X軸找個臨時原點用一用,當B為0度時,將X軸移動到我們設定的作業原點,用Z軸在工作治具上或不良素材上,加工一點(可供測量),然后將B軸旋轉180度后,再將X軸移動到我們設定的作業原點,再在工作治具上或不良素材上加工一點,如果前后兩次加工位置重合,恭喜你,你找的臨時原點就是你所找的真正原點,可現實是無情的,實際不會有這么巧合的,怎么辦,好說,測量兩次加工的差值再除以2(不會不明白吧),就是我們需要調整的值了,然后將X軸向相應方向移動差值距離,按方法二,重新確立原點就OK了,相應的,其它軸也是同理。
綜上所述,方法一,方法二適用于一定的機器,方法三很有用,但沒有編過程的人是不易理解的,大家選取靈活應用吧。聲明:以上方法絕對適用于FANUC系統。
當然若遇到交換電機等情形,機械的原點位置偏移時,必須再做治具的原點確認,并且在1850參數中,設定誤差值后,再按上述其一方法作業即可。
正視圖與側視圖

| ① | 安裝夾凹槽 |
| ② | 存儲卡的插槽 |
| ③ | 顯示器/觸摸屏 |
| ④ | 安裝密封墊 |
底視圖

| ① | 安裝夾凹槽 |
| ② | 接口 |
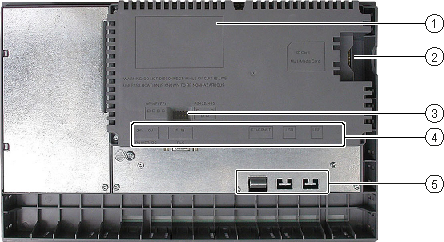
后視圖

| ① | 銘牌 |
| ② | 存儲卡的插槽 |
| ③ | DIP 開關 |
| ④ | 接口名稱 |
| ⑤ | 用于應力消除的固定元件 |
正視圖與側視圖

| ① | 存儲卡的插槽 |
| ② | 顯示器 |
| ③ | 安裝夾凹槽 |
| ④ | 安裝密封墊 |
底視圖

| ① | 安裝夾凹槽 |
| ② | 接口 |
后視圖
| ① | 銘牌 |
| ② | 存儲卡的插槽 |
| ③ | DIP 開關 |
| ④ | 接口名稱 |
| ⑤ | 用于應力消除的固定元件 |